子犬 室内 フリー いつから突き合わせ溶接(完全溶け込み溶接)とは|溶接記号・余盛高 . 突き合わせ溶接(完全溶け込み溶接)とは. 突き合わせ溶接とは、母材どうしを接合するのに用いる溶接です。 接合部に開先と呼ばれる溝を設けて、母材と溶接棒を溶かし、母材を一体化します。 母材(読み:ぼざい): 溶接・ブレーズ溶接・ろう接で、接合または肉盛りされる材料。 金属材料の場合は、母材金属とも … 詳細. 完全溶け込み溶接 | ナカケンの溶接ブログ. 溶接の種類と、隅肉溶接、突き合わせ溶接の特徴 - 建 …. 完全 溶け込み 溶接 と はさて、完全溶け込み溶接の、構造的な意味は非常にシンプルです。 それは、完全溶け込み溶接部は「母材と同じ耐力」であることです。 つまり完全溶け込み溶接を行えば、高力ボルト接合や隅肉溶接のように、接合部の検討は必要なく母材と同等に扱うことが出来ます。 その反面、 …. 突合わせ溶接と完全溶込み溶接は違う? – ミカオ建築館. 完全溶け込み(FP)=全厚溶け込みであって, 突合せ溶接以外の場合は必ずしもフルペネ(貫通)溶接とは限りませんよ。少なくとも圧力容器の場合。 例えば、特定設備検査規則例示基準別添1別図第7のb-2)の2-1)図を参照方。. 部分溶け込み溶接とは|記号・有効のど厚の基準【隅肉溶接と . まとめ. 部分溶け込み溶接とは、母材の一部に開先を設けて母材どうしをつなぐ溶接です。 母材(読み:ぼざい): 溶接・ブレーズ溶接・ろう接で、接合 …. 一 プレイ で 8 回 フィーバー
あそび あそば せ 絵柄 変わっ たJISZ3021:2016 溶接記号 - 日本産業規格の簡易閲覧. 突合せ溶接 1.1 完全溶込み s=溶接深さ 注記1 記号の 左に寸法がな いときは,完全 溶込み。 注記2 記号の 右に寸法がな いときは,全 線。 1.2 部分溶込み s=溶接深さ p= …. 溶接記号の描き方と基礎知識について - 建築学生が学 …. 完全 溶け込み 溶接 と は溶接とは、鋼部材の接合方法の1つです。 高力ボルト接合と同じく、主流となる接合方法ですね。 溶接は、鋼を溶かしつつ溶接棒と呼ばれる金属とを溶着させて一体化させます。 溶接には大まかに分けて2つ種類があります。 詳細は下記の記事をご覧ください。 溶接の種類と、隅肉溶接 …. Q 溶接継手の種類とその特徴を教えて下さい。 - 溶接情報センター. 溶接する部材を完全に溶かし込む完全溶込み溶接と部分的に溶かす部分溶込み溶接とがある。 (2) すみ肉溶接(fillet weld) T継手,十字継手,角(かど)継手などで,ほぼ …. 完全溶け込み溶接実践編19m | ナカケンの溶接ブログ. 完全溶け込み溶接. どうも。 ナカケンです。 今回は完全溶け込み溶接についてお話したいと思います。 weld-blog.com. 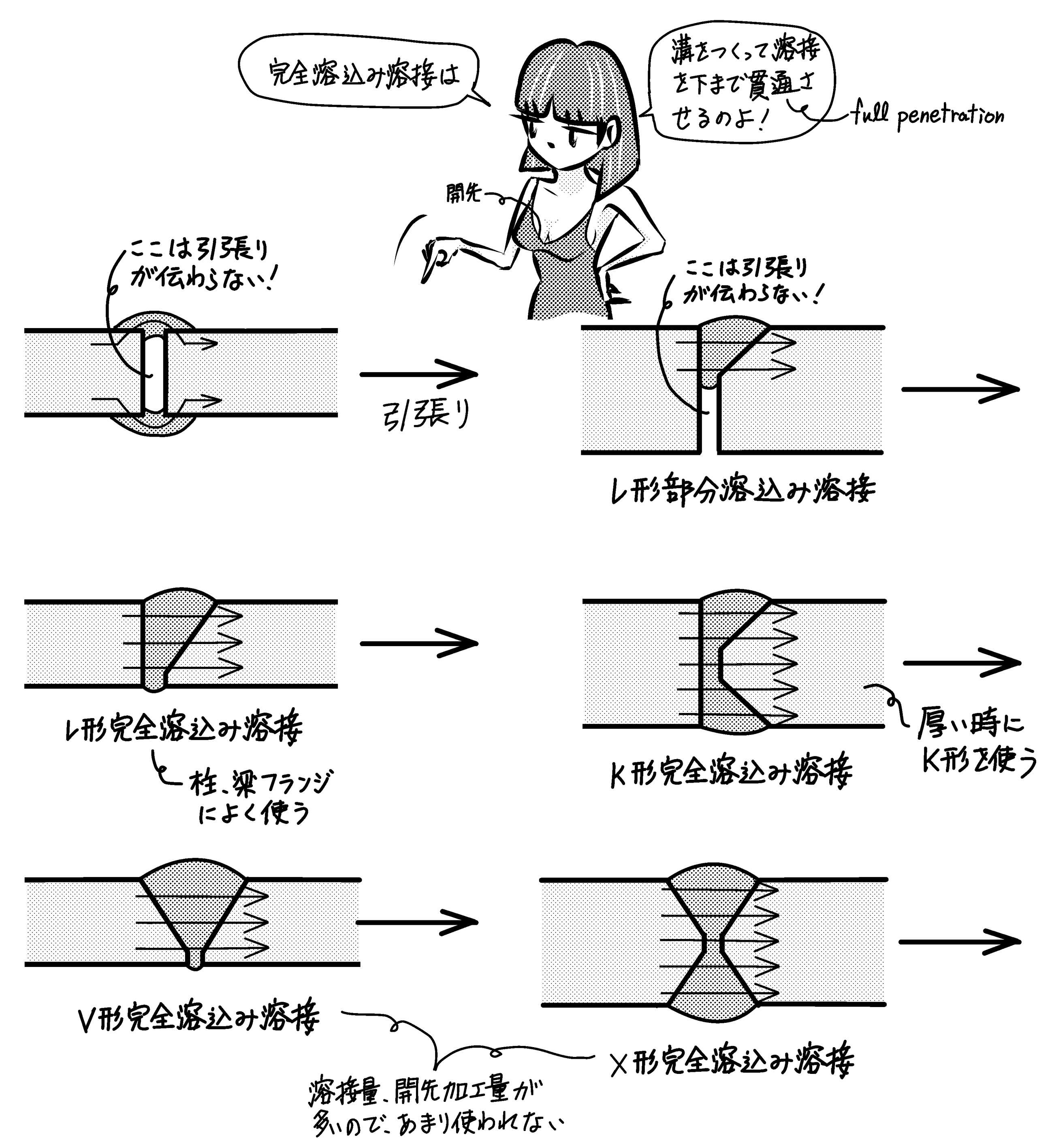
2019.09.05. Contents. 完全溶込み溶接、実践編. 完全 溶け込み 溶接 と は溶接する前に. 本溶接. 完全 溶け込み 溶接 と は表側一層目. 完全 溶け込み 溶接 と はお 亡くなり に な られ た
メールレディ お金 の もらい 方表側二層目. 表側三層目(仕上げ層) 裏はつり. 裏側一層 …. 完全溶込み - 溶接用語. 完全溶込みとは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接現象に定義される用語の一つです。 完全溶込みは、下の参考図の通り、各種の溶接継手において、継手の板厚全ての領域にわたっている溶込みのことです。 完全溶込み溶接継手の溶接継 …. JISZ3001-1:2018 溶接用語-第1部:一般 - 日本産業規格の . 完全溶込み溶接 では板厚に等しい。ビーム溶接などでは,設計の溶 込み深さ(p)と溶接深さ/実際の継手の溶込み深さ (s)とが一致しないことがある(下図参照)。 …. 溶接の完全溶け込みと不完全溶け込みの違いと使い分けについ . 溶接における完全溶け込みとは、溶接材料が基材と完全に混ざり合う状態を指します。 これに対して、不完全溶け込みとは、一部の溶接材料が基材と混 …. 溶接部の溶け込み不良と測定・検査の効率化 | 自動車・航空 . 完全溶け込み溶接とは、突合せ溶接のように接合する母材の開先を溶融した接合材(溶加棒・溶接ワイヤー)で一体化し、埋め込む溶接方法です。 完全溶け込み溶接部は …. 部分溶け込み溶接とは?3分でわかる強度の計算、のど厚、開先 . 完全溶け込み溶接が、母材の板厚全面を溶接する一方で、部分溶け込み溶接は「部分的にしか溶接しない」点がポイントです。 下図は、部分溶け込み溶接の一例です。 片 …. 溶接に求められる品質 | 溶接の品質とトラブル | 溶接革命 . 母材を完全に溶かし込む「完全溶け込み溶接」と部分的に溶かす「部分溶け込み溶接」があります。 すみ肉溶接. 完全 溶け込み 溶接 と はセフィット 口コミ
チック に 効く 食べ物開先溶接の基礎と注意点 | 溶接の品質とトラブル | 溶接革命 . 開先への完全溶け込み溶接. 開先溶接は、母材の変形を抑制したり、接合部分に強度が必要とされる溶接では不可欠な技術です。. 入籍 の 報告 メール
目 を 細める と 見える開先を設けることで接合強度を高めること …. 完全溶け込み溶接とは | マイクロスコープメモ. 用語解説. 完全溶け込み溶接とは. 完全 溶け込み 溶接 と は完全溶け込み溶接(かんぜんとけこみようせつ)は、溶接プロセスにおいて、溶接材料が基材に完全に溶け込む状態を指 …. 
JIS溶接試験に向けた簡単溶け込み画像!見やすい部分溶込みと . 2017-06-12. 完全 溶け込み 溶接 と はJIS溶接試験に向けた簡単溶け込み画像! 見やすい部分溶込みと溶込み不足. JIS溶接試験 溶接初心者を卒業する. 溶接技術において重視すべき …. 溶接記号一覧 読み方、書き方をわかりやすく解説|金属加工 . 溶接記号は規格化されていて、 溶接記号を見ればひと目で、溶接の種類、開先の形状・深さ・角度、ルート間隔、非破壊検査方法 などが分かります。 製 …. 【機械設計マスターへの道】設計者が知っておくべき溶接の . アーク溶接は、 放電による発熱と電流による抵抗発熱を利用する方法 で、高温プラズマが発生して、電極間に大電流が流れ、数千度の高温になります。 …. 溶接技術への手引き - J-STAGE. 5.1.2継 手の特徴 完全溶込み開先溶接は,突 合せ溶接を代表とし て重要な溶接部に使用され,信頼度が高い.溶 接 線に直角な方向の収縮は一般にすみ肉溶接より大 きい.部 分 …. 完全 溶け込み 溶接 と は完全溶込み溶接. 完全溶込み溶接. 用語解説. 完全 溶け込み 溶接 と は継手の板厚の全域にわたって完全に溶け込んだ溶接(部)。 full penetration weld. 完全 溶け込み 溶接 と は強度や漏れ止めを担保すべき 溶接継手 が完全に溶け込んでいな …. 完全 溶け込み 溶接 と は2.1 は じ め に. 完全 溶け込み 溶接 と は開先溶接には完全溶込み溶接と部分溶込み溶接があり,完全溶込みの健全な溶接継手は,一般的に母材並の強度が期待でき各種強度部材に適用できる.一方,部分溶込みの溶接継 …. 溶接継目とは?1分でわかる意味、読み方、種類、強 …. 溶接継目(ようせつつぎめ)とは、溶接により2つの部材を繋ぎ合わせた部分です。溶接によるつなぎ目です。今回は溶接継目の意味、読み方、種類、強度、隅肉溶接と完全溶け込み溶接の関係について説明します。溶接の種類、強度の詳細は、下記が参考になります。. I桁首溶接部の完全溶込み溶接. 完全 溶け込み 溶接 と はプレート範囲において,完全溶込み溶接(以下,FP溶接) が必要となってくる.それとともに,少数主桁においては,従来のI桁橋と比較して,主桁断面が大きくなっており,板厚も厚くなっている. 当社では,2006 年4 月に鈑桁ライン . 田口 浩正 痩せ た
一 過 性 徐 脈 と は溶接記号の描き方と基礎知識について - 建築学生が学 …. 上質 な ねじれ た 角 mhxx
こげよ マイケル 楽譜溶接の補助記号とは?1分でわかる意味、記号の一覧 溶接継目とは?1分でわかる意味、読み方、種類、強度、隅肉溶接と完全溶け込み溶接 溶接姿勢とは?1分でわかる意味、読み方、立向き、横向き、難易度 余盛とは?1分でわかる. 10‐15 「開先」を正しく理解する - Project-Tig. 溶接用語で「開先」って聞くと、何となく意味が薄くて、単にめんどくさい工程が一つ増えるんじゃないの?と思ってる方がいるかもしれません。 これって実は、熟練のベテラン職人でもそう感じてる人がいて、「開先」の重要性って、溶け込みが良好になるだけでしょ?. 鉄骨工事のフルペネとは | 鉄骨工事の知識. 
鉄骨工事の溶接においてフルペネとは完全溶け込み溶接のことを指します。 フルペネはfull penetration(フルペネトレーション)の略で呼ばれています。 鉄骨工事において柱のベースプレートやダイヤフラムなどの溶接や仕口と呼ばれるH形鋼を接合するために柱から短い梁を出している部分には . Q 溶接継手の種類とその特徴を教えて下さい。 - 溶接情報センター. なお,開先溶接に含まれる突合せ溶接は,2つの部材がほぼ同一の面内に位置する継手を溶接することであるが,建築・鉄骨の分野では同一の面内に位置しなくても(T継手や角継手でも)完全溶込み溶接ならば突合せ溶接と呼んでいる。. 余盛とは?1分でわかる溶接の余盛と杭の違い、読み方. 完全 溶け込み 溶接 と は余盛は、溶接部の欠陥になりやすい箇所です。. 完全 溶け込み 溶接 と は余盛は過小・過大のいずれも駄目で、適切な大きさが望ましいです。. 今回は、そんな余盛の意味や、余盛の読み方、応力集中について説明します。. また似た用語で杭の余盛があります。. この違いも説明し . JIS溶接試験に向けた簡単溶け込み画像!見やすい部分溶込みと . 完全 溶け込み 溶接 と は見やすい部分溶込みと溶込み不足. 2017-06-12. JIS溶接試験に向けた簡単溶け込み画像!. 見やすい部分溶込みと溶込み不足. JIS溶接試験 溶接初心者を卒業する. 完全 溶け込み 溶接 と は溶接技術において重視すべき項目の中に、「溶接金属の一体化」が挙げられます。. 溶接により金属 . 溶接の完全溶け込みと不完全溶け込みの違いと使い分けについ . これに対して、不完全溶け込みとは、一部の溶接材料が基材と混ざり合わずに残る状態のことを言います。 完全溶け込みは溶接品質の向上につながります。一方、不完全溶け込みは強度や耐久性に問題を引き起こすことがあります。. 完全 溶け込み 溶接 と は第3章 溶接構造の力学と設計 - 溶接情報センター. これらの溶接部に特有の力学的特徴が,継手の静的強度(あるいは動的強度),疲労強度および破壊強度(脆性破壊強度)に影響を及ぼすが,その影響度を整理すると表1のようになる.本稿では,継手の静的強度に焦点を絞り,継手強度を支配する溶接部の力学的特性の . 完全 溶け込み 溶接 と は裏波溶接とは?特徴・注意点・溶接方法を解説! | ステンレス . 裏波溶接とは裏波溶接は、表面だけでなく、溶接面の裏面にビードを出したいときに使用されます。サニタリー配管や薄板などのシュート・ホッパー等、または裏側への溶接が必要だが、溶接トーチが入らないような品物に裏波溶接をする場合、外からの溶接によって、内面も溶かし込み、裏側 . 喉 の 痛み 足 つぼ
情 で 付き合う 結婚日鉄溶接工業株式会社 - 裏当材、エンドタブ材にはどのような . 1.裏当材 図1に示します鋼製の裏当金と呼ばれているものは、完全溶込み溶接のビード保持用として、鉄骨仕口部等の比較的短尺部に使用されています。 非金属系の固形耐火物は、セラミックス系とフラックス系があり、前者は焼結温度が1,000 以上のもの、後者はそれ以下で焼結されたものと . 裏波溶接と完全溶け込み溶接の違い -「裏波溶接」 と 「完全 . 完全溶け込み溶接とは、例に上げるとレントゲン撮ったり超音波検査を行う時にするやり方だと思われます。 ブローホール、ピンホール、スラグ巻き込み、溶込み不良… 簡単に言えば、溶接箇所の溶け込みの部分に、不純物や空洞が . 最近のサブマージアーク溶接材料について 溶接Q&A 技術情報 . 完全 溶け込み 溶接 と はビルトHの厚肉の開先なし完全溶け込み溶接に大入熱SAWが適用されています。当社ではメルトフラックスを用いたNF-900S×Y-DL×Y-Dを提供しております。 当社ではメルトフラックスを用いたNF-900S×Y-DL×Y-Dを提供しております。. 溶接を行う際のルートギャップとは | 鉄骨工事の知識. 鋼材同士を溶接でくっつける際にフルペネ溶接(完全溶け込み溶接)を行う箇所にはルートギャップと呼ばれる隙間を空けて溶接を行います。 その隙間のことをルートギャップと呼びます。 ルートギャップは別名ルート間隔(るーとかんかく)と呼んだりもします。. Q-03-04-35 - 部分溶込み溶接継手と完全溶込み溶接継手では . Q 部分溶込み溶接継手に適用される超音波探傷試験は,完全溶込み溶接継手に適用される超音波探傷試験と比べてどのような違いがありますか。 溶接継手に超音波探傷試験が適用されるのは,内部欠陥を含まない高い品質が要求される場合である。. 開先とは?1分でわかる意味、読み方、種類、記号 - 建築学生が . 開先とは、接合する2つの部材間に設ける「溝」のことです。溝のことを英語で「グルーブ」ともいいます。また、開先を設ける溶接を、完全溶け込み溶接(突合せ溶接)といいます。今回は、開先の意味、種類、記号、読み方について説明します。. 2.1 は じ め に. 溶接設計の基礎. 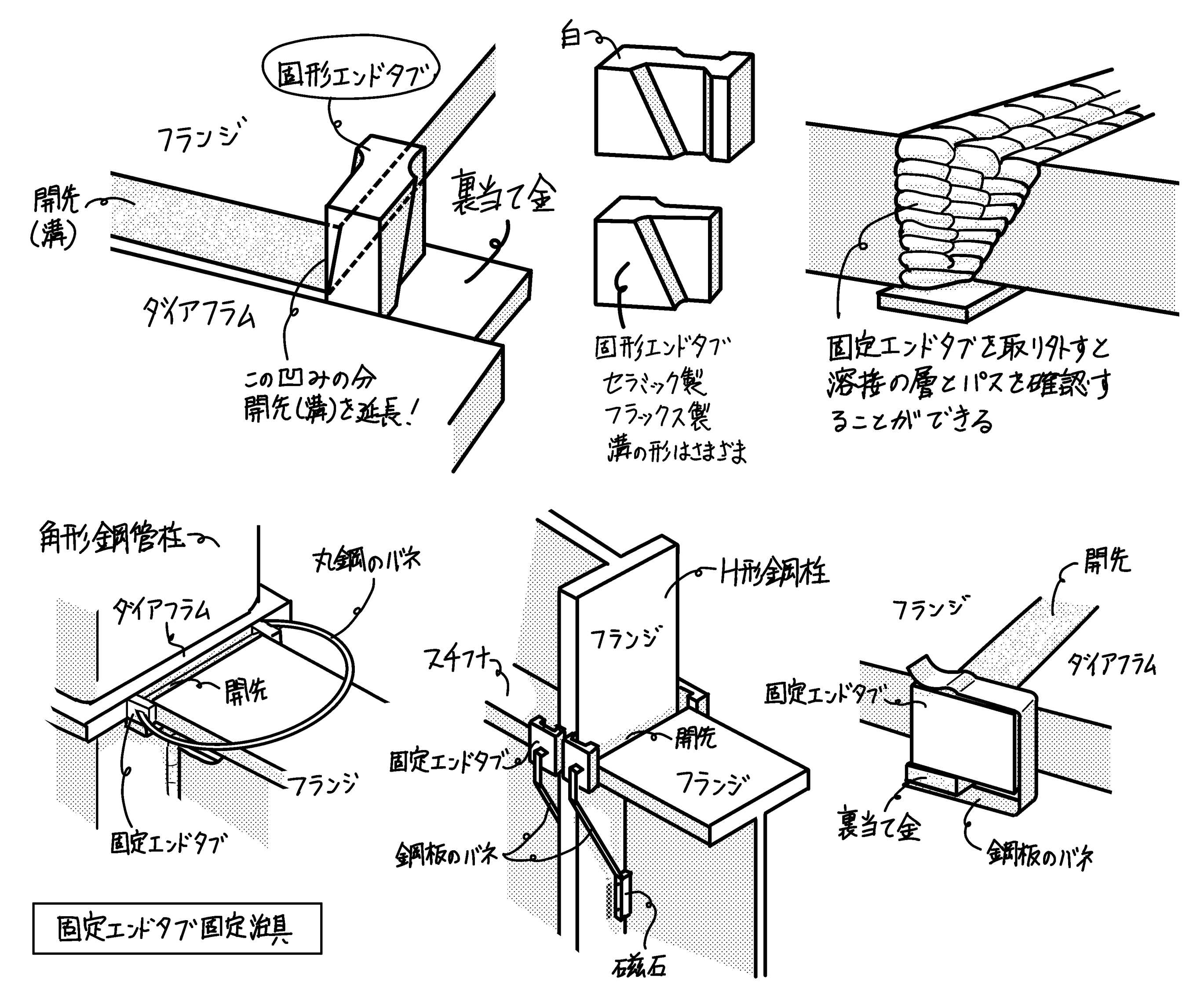
3.1. 溶接構造物の設計の基本は,設計する構造物に期待される性能を発揮させつつ設計寿命を全うさせることである.溶接部の品質には,材料・溶接法の選択や各種強度計算結果の妥当性はもとより,溶接施工の難易など溶接設計が直接的・間接 . JISZ3001-1:2018 溶接用語-第1部:一般 - 日本産業規格の . 溶込みが,意図的に完全溶込み状態より浅くした溶接(部)。 a:継手の部分溶込み b:ルートの部分溶込み partial penetration weld 2.1.6.2 11609 すみ肉のサイ ズ すみ肉の溶接金属の大きさを示すために用いる寸法。. 溶接の余盛とは?【高さ,測り方,基準,応力集中,注意点 . 溶接の余盛とはJIS Z 3001 (溶接用語)によると,. 突合せ溶接の開先やすみ肉溶接で必要寸法以上に表面から盛り上がった部分の溶着金属(溶加材から溶接部に移行した金属)のこと。. 完全 溶け込み 溶接 と は余盛は、”よもり”と読む。. 上記の図で言えば赤斜線の部分。. 鉄骨Q&A - SASST. 1-9 完全溶込み溶接T継手と隅肉溶接. 完全 溶け込み 溶接 と は(a) 完全溶込み溶接T継手の箇所を隅肉溶接にできないのでしょうか。. (b) 隅肉溶接のサイズは、板厚の0.7掛けでなければならないのでしょうか。. 完全 溶け込み 溶接 と は質問一覧に戻る. 隅肉溶接部は、溶接線に作用する応力の方向によってそれ . 溶接部の開先などの設計 – 建築士の必要知識. 完全溶け込み溶接の開先の設計を解説します。. 建築士が開先形状を設計する必要はありませんが,どのように定められているのかまでは知っておく必要があります。. 「 [cshiyousholink1]」では,「開先の形状は特記による」とされていますから,設計者は設 …. 工事現場溶接 - 一般社団法人 AW検定協会. 受験資格. 検定試験を受験する溶接技能者は、以下のいずれかに該当する有資格者とする。. ここでいう「有資格者」とは、本試験受験当日に、該当する資格の有効な適格性証明書または資格証の原本を保有している者をいう。. 完全 溶け込み 溶接 と はただし、追試験から受験する . 裏はつり. これを裏はつり溶接と言います。. このはつりはディスクグラインダによるほか、機械加工やアークエア ガウジング など専用工具を用いる方法があります。. ハツリ後は溶接部内部に欠陥がないことを 浸透探傷試験 などで確認の上肉盛を行います。. なお . 完全 溶け込み 溶接 と はルート面、ルート間隔とは? – ミカオ建築館. 完全 溶け込み 溶接 と はルート面、ルート間隔とは? HOME 構造、施工 ルート面、ルート間隔とは? 2020年3月10日 原田ミカオ 構造、施工 . 完全 溶け込み 溶接 と はまで完全に溶け込まず、部分溶け込み溶接となってしまいます。応力をしっかりと伝える完全溶け込み溶接とするには . 溶接のルート面・ルート間隔とは!?開先の種類・角度を徹底解説 . 溶接のルート面とは開先部の長さのことを言います。 開先部にはさまざまな種類があり、開先の角度も材料や板厚、溶接方法によって変える必要があります。 このページではルート面、ルート間隔とはどんなものか、開先の種類や角度について解説 …. 完全 溶け込み 溶接 と は溶接とは? - 日本溶接協会(JWES). 溶接とは(溶接の定義) 材料に応じて、接合部が連続性を持つように、熱又は圧力もしくはその両者を加え、さらに、必要があれば適当な溶加材を加えて、部材を接合する方法。-溶接法を分類すると 溶接は、その接合の機構によって、融接、圧接、ろう接に分けら …. 溶込み - 溶接用語. 溶込み. 溶込みとは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接現象に定義される用語の一つです。. 溶込みは、下の参考図の通り、母材が溶融凝固した部分の最頂点と、溶接する母材の面の表面との距離のことです . 完全溶け込み溶接とは | マイクロスコープメモ. 完全溶け込み溶接(かんぜんとけこみようせつ)は、溶接プロセスにおいて、溶接材料が基材に完全に溶け込む状態を指す言葉です。溶接作業においては、溶接材料を溶かして基材に接合することが目的ですが、その際に生じる欠陥や強度の低下を避けるために、溶接. 溶接部の脚長とは?サイズとどう違う?脚長の基礎知識. 溶接継目とは?1分でわかる意味、読み方、種類、強度、隅肉溶接と完全溶け込み溶接 溶接姿勢とは?1分でわかる意味、読み方、立向き、横向き、難易度 余盛とは?1分でわかる溶接の余盛と杭の違い、読み方 母材とは?1分で. 【機械製図道場・上級編】溶接の図面表示を習得!必 …. 完全溶け込み溶接となって、溶接部の強度が確保されるので、耐圧部材などに適用されます。 裏波の補助記号と、適用例を下図に示します。 ② 表面形状 溶接部の表面仕上げに関する指示で、下図のような4つの記号があります。 . 溶接部の強度とは?溶接部の耐力の計算方法と許容応 …. 例えば、高耐力の鋼材だとしても、溶接部の強度が低ければ、鋼材の強度がいくら高かろうと意味がありません。. そのため、建築基準法では下記のように、溶接部の許容応力度と材料強度が定められています。. 材料強度の意味は下記が参考になります . すみ肉溶接とは|記号の書き方、脚長・サイズ・のど厚の意味 . 完全 溶け込み 溶接 と は突き合わせ溶接(完全溶け込み溶接)とは|溶接記号・余盛高さを図解 ホーム 建築基準法まとめ 構造規定 サイト内検索 カテゴリー関連記事 フレア溶接とは|記号・基準・必要資格を解説【アーク溶接との違い】 2023.10.27 2024.02.10 . 溶接記号一覧表!JIS図面がパッと見わかる製図のきほん. 完全 溶け込み 溶接 と は溶接とは、金属をさまざまな熱源によって局部的に融解させて接合する方法です。 JIS Z 3021において、図面や製図で簡潔に図示できる溶接記号が定められています。 溶接記号と合わせて、実形状と記号表示も一覧にしておきましたので、確認にぜひお使いください。. 溶接の溶接設計 用語集 用語の説明と定義 英和・和英 読み方 . 完全 溶け込み 溶接 と は溶接の溶接設計 用語集についてのまとめ一覧表、溶接設計の規格での種類 名称の説明と定義・英語 単語 読み方・基本用語・基礎知識に関してCAD図で解説!用語 用語の説明と定義 溶接用語 英語(参考) 溶接記号 溶接記号とは、 溶接施工方法を図によって指示するための記号。welding symbol . エンドタブとは何か?エンドタブに関する5つのTIPs - 建築学生 …. 溶接継目とは?1分でわかる意味、読み方、種類、強度、隅肉溶接と完全溶け込み溶接 溶接変形とは?1分でわかる意味、読み方、種類、残留応力との関係 溶接欠陥とは?本当にわかる9つの種類とブローホールとピットの違い 溶接姿勢. 少数主桁橋の現場溶接継手 - 溶接情報センター. Z 型溶接継手を採用する際には、溶接方法、溶接手順、溶接前後の形状処理、完全溶け込み溶接部 とすみ肉溶接部の遷移区間の処理など十分な検討を行い、溶接品質の確保には特に留意する必要があ る。 図7 Z 型溶接継手 FP FP . 溶接検査とは?検査種類や仕組み・メリット・導入事例を解説 . 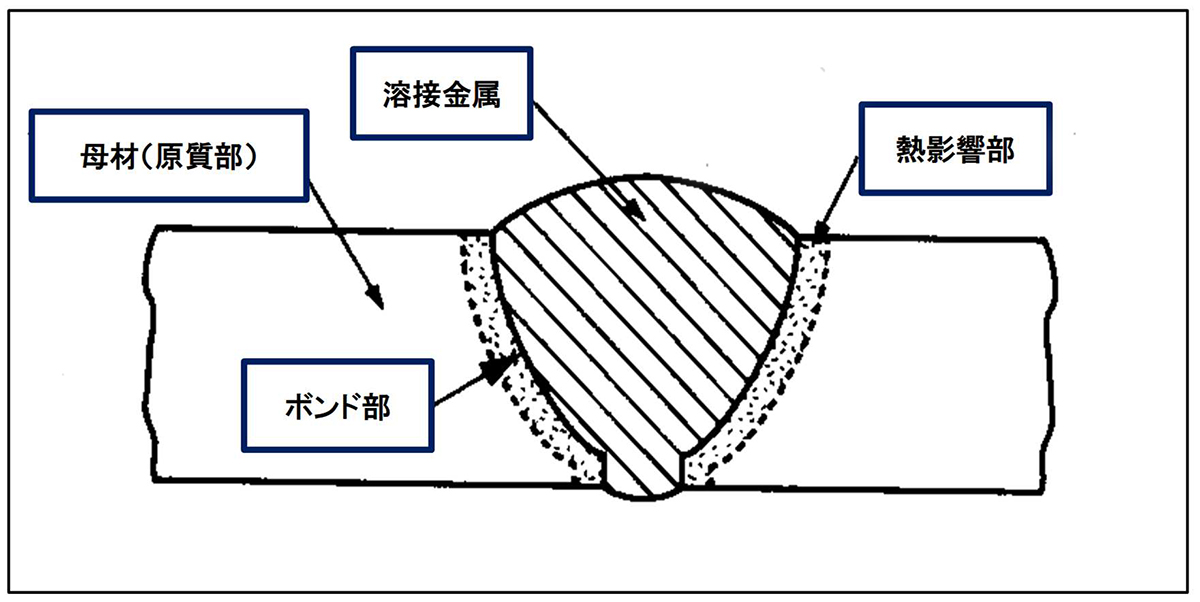
1.溶接検査とは何か 溶接検査とは、溶接部分の品質が保たれているかを検査することです。 溶接部分の検査は、以下4つの場面でおこなわれます。 溶接前 溶接施工中 溶接完了後 溶接構造物稼働後 以下より詳しく解説します。. 完全 溶け込み 溶接 と は鉄骨Q&A - SASST. 4-7 完全溶込み溶接T継手の余盛について 「T継手の余盛、隅肉溶接」に関して教えてください。このうちJASS 6などで規準化されているのは、“突合せ接手の余盛高さ”と“T継手の余盛高さ”だと思います。また、余盛の高さhについては標準値とありますが、この規準の背景と理由についても教え . 突合わせ溶接と完全溶込み溶接は違う? | ミカオ建築館 日記 . 完全 溶け込み 溶接 と はQ 突合わせ溶接と完全溶込み溶接は違う? A 違います。板の端部を突合わせて溶接するのが突合わせ溶接で、そのうち全断面を完全に溶け込ませるのが完全溶込み溶接 突合わせ溶接と完全溶込み溶接はよく混同されますが、正確には意味が異なり …. のど厚の基礎知識と、溶接サイズとの関係 - 建築学生が学ぶ . 完全 溶け込み 溶接 と は溶接の種類と、隅肉溶接、突き合わせ溶接の特徴 まわし溶接とは?1分でわかる意味、有効長、強度、記号 溶接記号の描き方と基礎知識について 溶接継目とは?1分でわかる意味、読み方、種類、強度、隅肉溶接と完全溶け込み溶接. 溶接記号の意味を図で表現 - 生産技術関連の情報ページ. 完全 溶け込み 溶接 と は部分溶け込み溶接とは金属同士を溶かして接合する部分が反対側までまわらず片側に留まっている状態の溶接を言います。部分溶け込み溶接に対して完全溶け込み溶接があります。次の項目で確認します。 K型開先 図7 K型開先 K . B-1.溶接の記号と意味は?. 完全 溶け込み 溶接 と は溶接記号の読み方 溶接詳細図において基本の溶接記号は理解しておきましょう。①すみ肉溶接の記号、②両側すみ肉溶接、③レ形開先溶接、④レ形溶接+すみ肉溶接の組合せ溶接 ⑤その他の組合せ溶接 について説明します。 ① 方すみ肉溶接 ・「8」とは溶接脚長を表す数字である ・旗印は . 溶接の有効のど厚とは? – ミカオ建築館. 溶接の厚みをのど厚といい、そのうち応力が伝わる厚みを有効のど厚といいます。. 完全 溶け込み 溶接 と は隅肉溶接では、隅肉サイズを底辺とする二等辺三角形の垂線の長さが有効のど厚となります。. 完全溶込み溶接の場合、薄い方の板厚が有効のど厚となります。. 裏はつり - 溶接用語. 裏はつりとは、溶接技術の分野において術語として用いられる溶接用語で、アーク溶接の溶接施工に定義される用語の一つです。 裏はつりは、突合せ溶接(突合せ継手に用いる溶接)において、開先底部の溶込み不良(溶接欠陥の一種で、完全溶込み溶接継手の場合に溶け込まない部分がある . ジクアス 点眼 液 コンタクト した まま
胃 の つかえ鉄骨Q&A - SASST. ダイニング テーブル カウンター に くっつける
透明 ブラ ストラップ どこで 売っ てるまた余盛高さhと許容差⊿hに関して、以下の様に記述されています。. 余盛高さの許容差⊿h…鉄骨精度測定指針3.6.5(p.62). 完全 溶け込み 溶接 と は完全溶込み溶接T継手 (裏当て金あり)の溶接作業は、主として下向きあるいは横向き姿勢となる…、特に横向き姿勢では、余盛高さが . フレア溶接とは|記号・基準・必要資格を解説【アーク溶接と . フレア溶接に必要な資格 フレア溶接を実施するにあたって必要な資格は、半自動溶接適格性証明書です。 日本溶接協会により溶接技能が認証された際に、溶接技能者に対して発行されます。 アーク溶接との違い アーク溶接とは、空間的に離れた2つの電極に電圧をかけて発生する高熱を利用し . 鉄骨Q&A - SASST. 1-13 完全溶込み溶接及び隅肉溶接の要点. 完全 溶け込み 溶接 と は梁端溶接部において完全溶込み溶接と隅肉溶接を使用する際の法的ならびに力学的な条件について教えて下さい。. 完全 溶け込み 溶接 と は基本的に梁端であろうとその他の箇所の接合部であろうと、荷重条件を考慮して接合部を適切に設計 . 溶接姿勢|立向き姿勢や横向き姿勢などを解説 | 鉄人の創生物 . 溶接の下向き姿勢とは、上図のように材料が床など溶接作業者の下にある状態で、継手(つぎて)に対して上から下へ向かって溶接する姿勢のことです。自然な体勢で溶接を行えるため、 溶接初心者が最初に覚えるべき基本的な 溶接姿勢 に なります。. 開先加工・開先溶接について分かりやすく解説!|【レーカコ . 開先加工が完全溶け込み溶接が可能であることに対して、突合せ溶接では完全溶け込み溶接を叶えられるとは限りません。 突合せ溶接に開先加工を融合させることで、完全溶け込み溶接が可能な開先溶接となります。. 鉄骨加工の隅肉溶接とは | 鉄骨工事の知識. 完全 溶け込み 溶接 と は隅肉溶接とは開先を設けずに溶接を行っている箇所です。 角継ぎ手、重ね継ぎ手、T継ぎ手のような鋼材の鋼材同士の合わせ方で溶接を行います。 引張力が多くかかる柱や仕口部分にはフルペネ溶接(完全溶け込み溶接)が採用されますがガセットプレートやリブプレートなどの溶接には隅肉 . 完全 溶け込み 溶接 と は溶接欠陥補修レントゲン(RT)編 | ナカケンの溶接ブログ. レントゲン検査とは?まずはレントゲン検査の概要から。通称RT、X線、レントゲンなどと言われる恐ろしい非破壊検査であることはご存知だと思う。もちろん 溶接箇所は完全溶込み溶接、フルペネである。 主に圧力容器、タンク、高圧配管などのフルペネ部の検査に用いられる。. 開先溶接のコツは?開先加工の基礎知識や欠陥の発生原因に . 発生原因と対策のコツ④:融合不良. 完全 溶け込み 溶接 と は融合不良とは、溶接境界面が融着していない状態を指します。. 溶け込み不足と同様に、継手の強度低下や亀裂発生の恐れがあるため、慎重に予防しなければならない欠陥の一つです。. 融合不足は入熱不足や熱源 …. 検査基準マニュアル. 完全 溶け込み 溶接 と は製品の完全溶込み溶接部 (角形鋼管柱溶接角部を含む) の内部欠陥に関する検査 5.4 製品寸法、 形状に関する検査項目及び精度基準は鉄骨精度測定指針準拠による本 は日本建築学会・鋼構造建築溶接部の超音波探傷検査規準・同 解説 . 開先加工とは? 特徴や加工種類、加工機の種類について解説し . I形開先 最も加工しやすく、溶接量・熱変形ともに少ないという利点があります。ただし、完全溶け込みを得るには板厚に限界があります。また、汚れが付着していたり、開先の仕上げ状態によって、接合部の性能に影響を及ぼす可能性があることも考慮すべきです。. ルート間隔とは?1分でわかる意味、必要性、突合せ溶接の値 . 完全 溶け込み 溶接 と はルート間隔とは、母材と溶接金属が一体化し易くするためもうけた、母材同士の間隔です。. 近年、裏当て金を用いた片面溶接がほとんどなので、必ずルート間隔が必要です。. ハムスター の 夢 占い
なお、「ルートギャップ」ともいいます。. 今回は、ルート間隔の意味、必要性 . 【裏当て金】材質・厚み・溶接記号・良い点・悪い点【まとめ . 裏当て金とは・・・完全溶け込み溶接 の開先裏面に取り付ける金属板のこと 材質は・・・母材と同等以上の材質にすること 裏当て金の良い点・悪い点 【良い点】 1.溶接不良が少なくなる 2.溶接効率が良い 3.開先隙間のシビアさが . 鉄骨Q&A - SASST. 4-20 すべてフルペネ溶接とする設計は改善できないか. 構造設計者は必要以上に完全溶込み溶接を要求する場合があります。. 完全 溶け込み 溶接 と は部分溶込み溶接や隅肉溶接で十分耐力が確保されることが明らかな場合があっても、設計変更の質疑を出すと設計通りにやるように . アーク溶接とは【代表4種類の原理と特徴をわかりやすく解説 . アーク溶接とはどんな方法かご存知ですか?本記事では、融接の中でも最も使われるアーク溶接について、種類・特徴・原理をわかりやすく解説します。アーク溶接について勉強したい方は、ぜひ参考にしてください。. 開先加工とは?種類や方法、開先加工機についてわかりやすく解説. 2023.4.11. 開先加工とは?. 種類や方法、開先加工機についてわかりやすく解説. 溶接の強度を高める方法のひとつに、開先加工があります。. 開先加工は、溶接時に部材の周りに不純物が混入しないように品質を高め、溶接する箇所の強度を保つためにフチを 完全 溶け込み 溶接 と は